
- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик
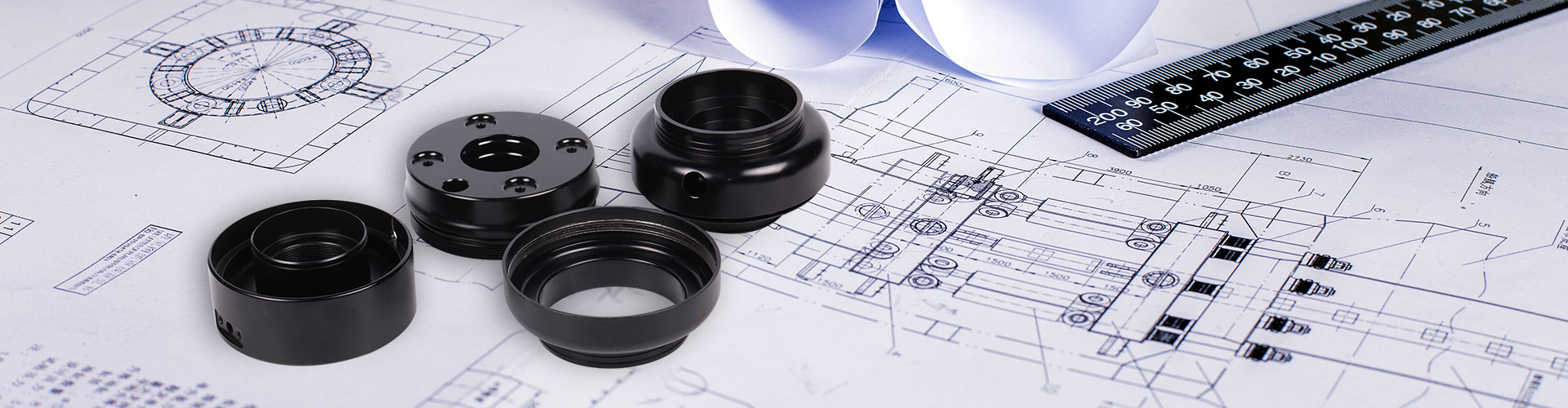
सीएनसी अचूक भाग प्रक्रियेसाठी खबरदारी
2023-05-04
1. साठी खबरदारीCNC अचूक भाग प्रक्रिया
(१) जेव्हा वर्कपीस खूप उंच असेल तेव्हा जाडीचा थर थर थर कापण्यासाठी वेगवेगळ्या लांबीच्या चाकू वापराव्यात. जाडी कापण्यासाठी मोठा चाकू वापरल्यानंतर, उर्वरित सामग्री काढण्यासाठी एक लहान चाकू वापरावा.
(२) सपाट पृष्ठभागांवर प्रक्रिया करण्यासाठी सपाट तळाच्या चाकू वापरा आणि प्रक्रियेचा वेळ कमी करण्यासाठी कमी चेंडू चाकू वापरा; जर उतार असेल आणि तो पूर्णांक असेल तर प्रक्रियेसाठी उतार चाकू वापरा.
(३) संगणकीय गणना वेळेसह मशीनिंग अचूकता संतुलित करण्यासाठी वाजवीपणे सहनशीलता सेट करा, अधिक प्रक्रिया करा आणि रिक्त साधन वेळ कमी करा.
(4) कच्च्या मालाची उच्च कडकपणा, रिव्हर्स मिलिंग निवडा; कच्च्या मालाची कडकपणा कमी आहे, म्हणून गुळगुळीत मिलिंग पद्धत निवडणे आवश्यक आहे. रफ मशीनिंग रिव्हर्स मिलिंग, अचूक मशीनिंग फॉरवर्ड मिलिंग.
(५) टूल डेटामध्ये चांगली टिकाऊपणा आणि कमी कडकपणा आहे, आणि तो खडबडीत मशीनिंगसाठी वापरला जातो, तर टूल डेटामध्ये खराब टिकाऊपणा आणि उच्च कडकपणा आहे, आणि अचूक मशीनिंगसाठी वापरला जातो.
2. सीएनसी मशीनिंग प्रक्रिया
(1) पार्ट क्लॅम्पिंग पद्धत आणि फिक्स्चर निवड
सीएनसी मशीन टूल्सवरील प्रक्रिया केलेल्या भागांसाठी क्लॅम्पिंग पद्धत देखील स्थिती संदर्भ आणि क्लॅम्पिंग योजनेसाठी वाजवीपणे निवडली पाहिजे. अचूक संदर्भ निवडताना, सामान्यतः "सातत्यपूर्ण संदर्भ" आणि "ओव्हरलॅपिंग संदर्भ" या दोन निकषांचे पालन करणे आवश्यक आहे. या दोन निकषांव्यतिरिक्त, आम्हाला हे देखील विचारात घेणे आवश्यक आहे:
a सर्व पृष्ठभागाची प्रक्रिया एकाच पोझिशनिंग क्लॅम्पिंगमध्ये पूर्ण करण्याचा प्रयत्न करा, म्हणून, सर्व पृष्ठभागांवर प्रक्रिया करण्यासाठी सोयीस्कर पोझिशनिंग पद्धत निवडा.
b जेव्हा वर्कपीस एकाच वेळी क्लॅम्प केले जाते, तेव्हा ते वर्कपीसची सर्व बाह्य प्रक्रिया पूर्ण करण्यास सक्षम असावे.
c वर्कबेंचवर वर्कपीसची प्लेसमेंट स्थिती निर्धारित करताना, प्रत्येक वर्कस्टेशनवर प्रक्रियेचा प्रभाव, टूलची लांबी आणि प्रक्रियेच्या गुणवत्तेवर टूलची कडकपणा विचारात घेणे आवश्यक आहे.
d कंट्रोल मशीनिंगमध्ये वापरलेले फिक्स्चर शक्य तितके निवडले पाहिजेत, जे सार्वभौमिक घटकांमधून एकत्र केले जातात आणि उत्पादन तयारी चक्र लहान करण्यासाठी समायोजित केले जाऊ शकतात.
(२) प्रक्रिया क्रमाची संघटना
प्रक्रिया क्रम आयोजित करताना, मूलभूत तत्त्वांचे पालन करणे आवश्यक आहे, ज्यात "प्रथम पृष्ठभाग, नंतर छिद्र", "प्रथम खडबडीत, नंतर दंड" इ. या मूलभूत तत्त्वांव्यतिरिक्त, आपण खालील तत्त्वांचे पालन केले पाहिजे:
a समान साधनाचा वारंवार वापर टाळण्यासाठी आणि टूल बदलांची संख्या आणि वेळ कमी करण्यासाठी टूल असेंबली प्रक्रियेनुसार प्रक्रिया करा.
b उच्च समाक्षीयता आवश्यकता असलेल्या होल सिस्टमसाठी, एकल पोझिशनिंगनंतर छिद्र प्रणालीचे मशीनिंग पूर्ण केले जावे आणि नंतर इतर समन्वय स्थानांवर असलेल्या छिद्र प्रणालीवर प्रक्रिया केली जावी. हे वारंवार पोझिशनिंग दरम्यान उद्भवणार्या त्रुटी दूर करू शकते आणि छिद्र प्रणालीची समाक्षीयता सुधारू शकते.
(१) जेव्हा वर्कपीस खूप उंच असेल तेव्हा जाडीचा थर थर थर कापण्यासाठी वेगवेगळ्या लांबीच्या चाकू वापराव्यात. जाडी कापण्यासाठी मोठा चाकू वापरल्यानंतर, उर्वरित सामग्री काढण्यासाठी एक लहान चाकू वापरावा.
(२) सपाट पृष्ठभागांवर प्रक्रिया करण्यासाठी सपाट तळाच्या चाकू वापरा आणि प्रक्रियेचा वेळ कमी करण्यासाठी कमी चेंडू चाकू वापरा; जर उतार असेल आणि तो पूर्णांक असेल तर प्रक्रियेसाठी उतार चाकू वापरा.
(३) संगणकीय गणना वेळेसह मशीनिंग अचूकता संतुलित करण्यासाठी वाजवीपणे सहनशीलता सेट करा, अधिक प्रक्रिया करा आणि रिक्त साधन वेळ कमी करा.
(4) कच्च्या मालाची उच्च कडकपणा, रिव्हर्स मिलिंग निवडा; कच्च्या मालाची कडकपणा कमी आहे, म्हणून गुळगुळीत मिलिंग पद्धत निवडणे आवश्यक आहे. रफ मशीनिंग रिव्हर्स मिलिंग, अचूक मशीनिंग फॉरवर्ड मिलिंग.
(५) टूल डेटामध्ये चांगली टिकाऊपणा आणि कमी कडकपणा आहे, आणि तो खडबडीत मशीनिंगसाठी वापरला जातो, तर टूल डेटामध्ये खराब टिकाऊपणा आणि उच्च कडकपणा आहे, आणि अचूक मशीनिंगसाठी वापरला जातो.
2. सीएनसी मशीनिंग प्रक्रिया
(1) पार्ट क्लॅम्पिंग पद्धत आणि फिक्स्चर निवड
सीएनसी मशीन टूल्सवरील प्रक्रिया केलेल्या भागांसाठी क्लॅम्पिंग पद्धत देखील स्थिती संदर्भ आणि क्लॅम्पिंग योजनेसाठी वाजवीपणे निवडली पाहिजे. अचूक संदर्भ निवडताना, सामान्यतः "सातत्यपूर्ण संदर्भ" आणि "ओव्हरलॅपिंग संदर्भ" या दोन निकषांचे पालन करणे आवश्यक आहे. या दोन निकषांव्यतिरिक्त, आम्हाला हे देखील विचारात घेणे आवश्यक आहे:
a सर्व पृष्ठभागाची प्रक्रिया एकाच पोझिशनिंग क्लॅम्पिंगमध्ये पूर्ण करण्याचा प्रयत्न करा, म्हणून, सर्व पृष्ठभागांवर प्रक्रिया करण्यासाठी सोयीस्कर पोझिशनिंग पद्धत निवडा.
b जेव्हा वर्कपीस एकाच वेळी क्लॅम्प केले जाते, तेव्हा ते वर्कपीसची सर्व बाह्य प्रक्रिया पूर्ण करण्यास सक्षम असावे.
c वर्कबेंचवर वर्कपीसची प्लेसमेंट स्थिती निर्धारित करताना, प्रत्येक वर्कस्टेशनवर प्रक्रियेचा प्रभाव, टूलची लांबी आणि प्रक्रियेच्या गुणवत्तेवर टूलची कडकपणा विचारात घेणे आवश्यक आहे.
d कंट्रोल मशीनिंगमध्ये वापरलेले फिक्स्चर शक्य तितके निवडले पाहिजेत, जे सार्वभौमिक घटकांमधून एकत्र केले जातात आणि उत्पादन तयारी चक्र लहान करण्यासाठी समायोजित केले जाऊ शकतात.
(२) प्रक्रिया क्रमाची संघटना
प्रक्रिया क्रम आयोजित करताना, मूलभूत तत्त्वांचे पालन करणे आवश्यक आहे, ज्यात "प्रथम पृष्ठभाग, नंतर छिद्र", "प्रथम खडबडीत, नंतर दंड" इ. या मूलभूत तत्त्वांव्यतिरिक्त, आपण खालील तत्त्वांचे पालन केले पाहिजे:
a समान साधनाचा वारंवार वापर टाळण्यासाठी आणि टूल बदलांची संख्या आणि वेळ कमी करण्यासाठी टूल असेंबली प्रक्रियेनुसार प्रक्रिया करा.
b उच्च समाक्षीयता आवश्यकता असलेल्या होल सिस्टमसाठी, एकल पोझिशनिंगनंतर छिद्र प्रणालीचे मशीनिंग पूर्ण केले जावे आणि नंतर इतर समन्वय स्थानांवर असलेल्या छिद्र प्रणालीवर प्रक्रिया केली जावी. हे वारंवार पोझिशनिंग दरम्यान उद्भवणार्या त्रुटी दूर करू शकते आणि छिद्र प्रणालीची समाक्षीयता सुधारू शकते.
c निर्धारित कटिंग पॉइंट आणि टूल चेंज पॉइंट निवडा आणि एकदा ठरवले की ते बदलणे उचित नाही.


